精密光学制造与检测中心
超强激光科学卓越创新简报
(第二百十二期)
2021年7月23日
上海光机所在数字化超精密子孔径抛光边缘效应创成机制及预测中取得新进展
中国科学院上海光学精密机械研究所精密光学制造与检测中心在数字化超精密子孔径抛光边缘效应创成机制及预测中取得新进展。研究证明了工具在边缘运动时材料去除机制服从‘卷积’运算规律,首次提出了非线性边缘卷积核的概念,从而极易适应复杂的边缘情况。同时提出了力矩平衡约束和基本压强分布来定量预测工具线性倾斜和工具不平整引起的压强变化。该研究成果大大提高了光学加工边缘误差的预测及补偿能力,对提高工具边缘加工的质量有着重要的指导意义,为未来智能光学制造的发展打下基础。相关成果发表于Optics Express(《光学快报》)上。
随着现代光学技术的发展,工件边缘部分的面形误差对光学系统的性能愈发重要。拼接式光学系统由于其边缘的总长度比传统光学系统要长得多,因此边缘表面质量决定了光学系统的性能,如欧洲超大望远镜(E-ELT)、巨型麦哲伦望远镜(GMT)和詹姆斯韦伯空间望远镜(JWST)。此外,光刻和高功率激光系统中使用的各种光学元件(如正多边形、细长矩形、有孔光学元件等)也对边缘表面质量有着极高的要求,以最大的限度提高系统性能。然而,由于缺乏理论建模指导,复杂边缘面形精度是最难控制的区域。现有的边缘模型只能依靠多项式拟合来逼近直线边缘去除函数(TIF),但该方法的普适性及精度均难以满足实际加工需求。
针对该问题,研究基于材料力学理论分析证明了非线性压力可以通过边缘轮廓与对应核函数的卷积来表征,从而极易适应复杂的边缘情况,同时建立了核函数获取算法。此外验证了边缘线性压强分布受力矩平衡影响并给出了解析约束方程,实现了复杂边缘下线性压强分布的求解,为表征工具本身接触状态引起的去除特性,研究提出了‘基础压强分布’参量实现了工具形状引起的去除畸变定量补偿。以上三大模块的有机整合使得复杂的边缘去除实现了精确而高效的模拟预测;这对复杂光学元件边缘误差收敛能起到重要作用,大大提高现有加工手段的制造能力。
相关工作得到了上海市扬帆计划、国家自然基金、中国科学院青年创新促进会的支持。
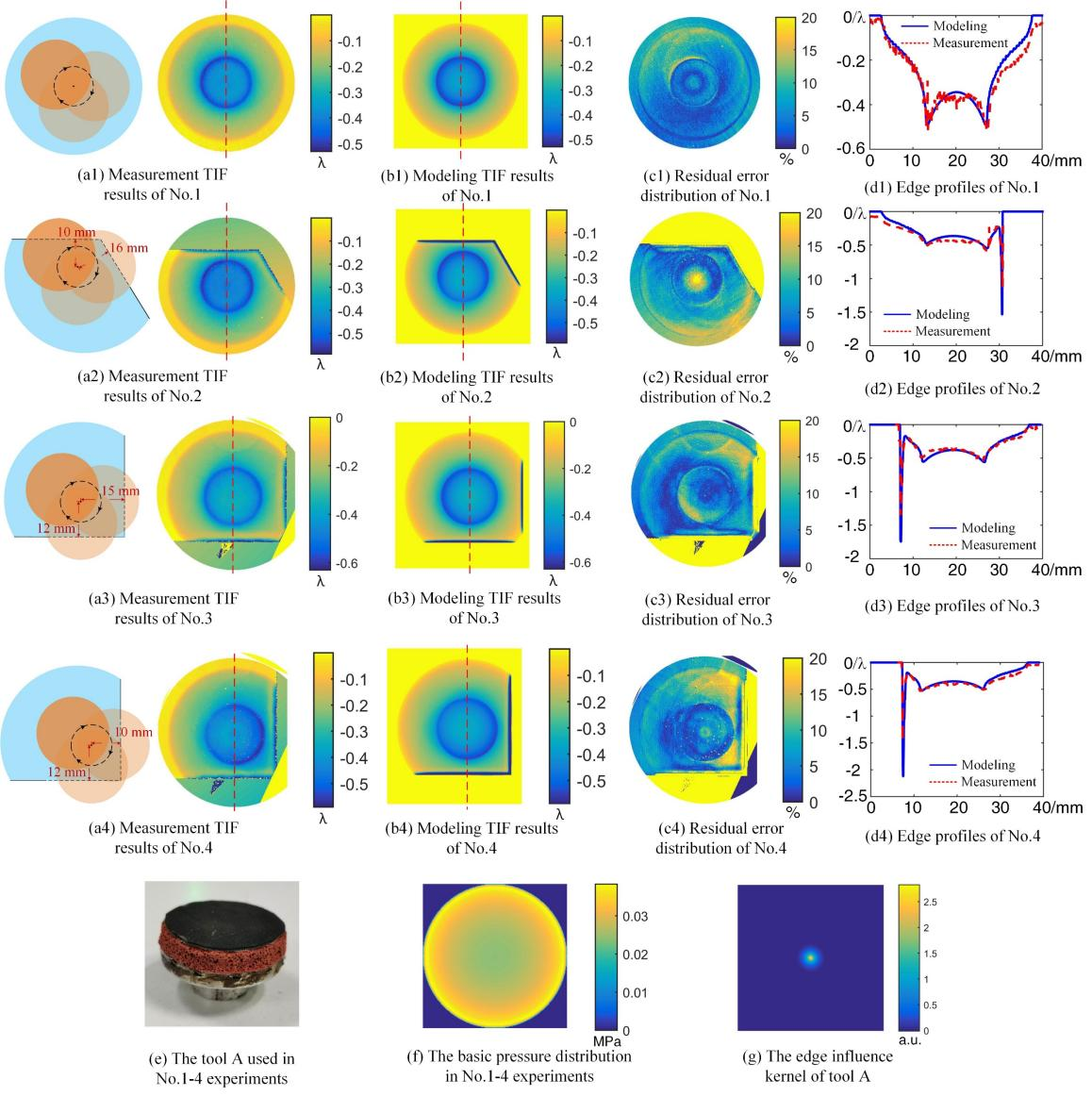
图1 复杂光学元件去除函数理论预测和实际测量结果间比较

微信公众号

上光简讯
copyright © 2019 中国科学院上海光学精密机械研究所 沪ICP备05015387号
主办:中国科学院上海光学精密机械研究所 上海市嘉定区清河路390号(201800)
转载本站信息,请注明信息来源和链接。